Rectificadoras,
revista metalmecanica
Por lo general, las piezas rectificadas
han sido mecanizadas previamente y
endurecidas por tratamiento térmico,
son precisamente esos procesos
los que generan superficialmente un
pequeño excedente de material, que
la rectificadora elimina, mediante
discos abrasivos robustos llamados
muelas, con facilidad y precisión hasta
conseguir la medida requerida.
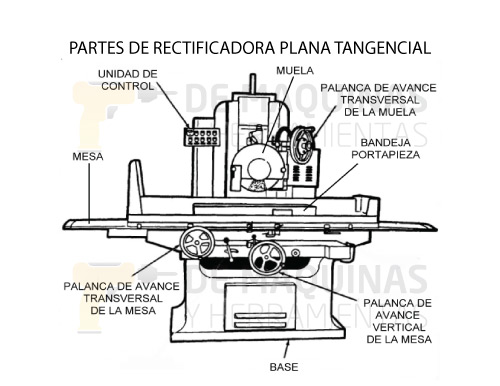
Estas máquinas-herramientas están
compuestas por varios elementos:
una mesa, en donde se deslizan y
soportan las piezas; un cabezal portapiezas,
en donde va centrada la
pieza; un contrapunto; y un cabezal
portamuela, donde se ubica la muela
de esmeril(1), encargada de rectificar
de forma abrasiva las medidas
requeridas.
Así mismo, la máquina integra dos
motores, uno correspondiente al
portamuelas y otro al portapiezas, y
un sistema de sujeción que garantiza
que la pieza esté siempre estable para
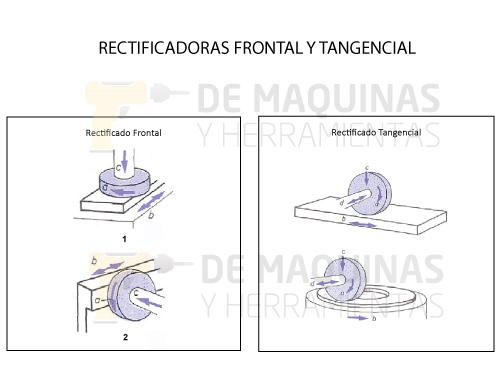
asegurar pLas rectificadoras requieren para su
funcionamiento como mínimo, la
conjunción de tres movimientos: el de
corte, realizado por la muela que gira
continuamente a altas revoluciones;
el de avance o alimentación, realizado
por la pieza, y el de penetración,
que siempre lo efectúa la muela.
Hoy estos equipos desarrollan altas
velocidades de corte, de hecho la celeridad
de giro de una muela puede
llegar hasta 30.000 revoluciones por
minuto (rpm) dependiendo del diámetro
de la muela, y tienen la capacidad
de arrancar virutas en micras gracias
a que la muela está compuesta
de granos abrasivos muy duros y resistentes
al desgaste y a la rotura, por
lo que permiten alcanzar precisiones
y calidades superficiales imposibles de
obtener con otros prendimientos.