Rectificadoras,
revista metalmecanica
Por lo general, las piezas rectificadas
han sido mecanizadas previamente y
endurecidas por tratamiento térmico,
son precisamente esos procesos
los que generan superficialmente un
pequeño excedente de material, que
la rectificadora elimina, mediante
discos abrasivos robustos llamados
muelas, con facilidad y precisión hasta
conseguir la medida requerida.
Estas máquinas-herramientas están
compuestas por varios elementos:
una mesa, en donde se deslizan y
soportan las piezas; un cabezal portapiezas,
en donde va centrada la
pieza; un contrapunto; y un cabezal
portamuela, donde se ubica la muela
de esmeril(1), encargada de rectificar
de forma abrasiva las medidas
requeridas.
Así mismo, la máquina integra dos
motores, uno correspondiente al
portamuelas y otro al portapiezas, y
un sistema de sujeción que garantiza
que la pieza esté siempre estable para
asegurar pLas rectificadoras requieren para su
funcionamiento como mínimo, la
conjunción de tres movimientos: el de
corte, realizado por la muela que gira
continuamente a altas revoluciones;
el de avance o alimentación, realizado
por la pieza, y el de penetración,
que siempre lo efectúa la muela.
Hoy estos equipos desarrollan altas
velocidades de corte, de hecho la celeridad
de giro de una muela puede
llegar hasta 30.000 revoluciones por
minuto (rpm) dependiendo del diámetro
de la muela, y tienen la capacidad
de arrancar virutas en micras gracias
a que la muela está compuesta
de granos abrasivos muy duros y resistentes
al desgaste y a la rotura, por
lo que permiten alcanzar precisiones
y calidades superficiales imposibles de
obtener con otros prendimientos.
domingo, 21 de septiembre de 2014
Tipos y usos de la rectificadora
22/12/2012 | Posteado por: demaquinasyherramientas2
En nuestro artículo sobre la máquina de lapidar mencionamos que el mecanizado de piezas por abrasión comprende, a su vez, diversas técnicas, una de las cuales es el rectificado. Básicamente, el rectificado es una operación realizada en piezas que requieren medidas y tolerancias exigentes, ya sea dimensionales (diametral, longitudinal o angular), geométricas (concentricidad, paralelismo, perpendicularidad, etc.) o de acabado superficial (rugosidad, dirección del rayado, etc.).
Las máquinas empleadas en el rectificado se conocen como rectificadoras y puesto que existen varios tipos distintos de rectificado la industria también cuenta con la correspondiente multiplicidad derectificadoras. En este artículo vamos a citar únicamente los tipos principales.
1) Rectificadoras planas o de superficie
Estas máquinas son las que presentan el manejo más sencillo, ya que constan solamente de un carro longitudinal que otorga el movimiento de translación a la pieza y la muela, que imprime el movimiento de rotación. Se distinguen dos subtipos según la posición de la muela:a) Rectificadoras frontales: la muela gira sobre un husillo vertical, trabaja plana contra la pieza y se desplaza con un movimiento rectilíneo. Se utilizan generalmente para la eliminación rápida del material, aunque algunas máquinas pueden lograr una elevada precisión.
b) Rectificadoras tangenciales: la muela gira sobre un husillo horizontal, trabaja de canto sobre la pieza y se desplaza con un movimiento circular y pendular. Se utilizan para trabajos de alta precisión en superficies planas sencillas, superficies abocinadas o inclinadas, ranuras, superficies planas próximas a hombros, superficies empotradas y perfiles.
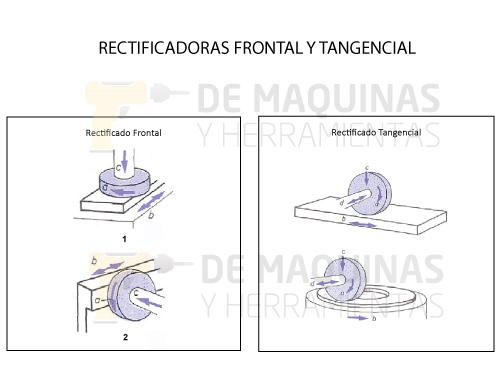
Rectificadoras-tagencial-y-frontal
Como lo implica su nombre, estas rectificadoras se emplean para piezas planas, generalmente mecanizadas en otras máquinas del taller, como tornos, fresadoras y limadoras. Las piezas fijan a la mesa mediante una placa de sujeción magnética y se pueden mover manual o mecánicamente bajo la muela abrasiva. La máquina está provista de una bomba interna y una red de tubos para la aplicación y recirculación automática de un líquido refrigerante para la pieza y la muela. La figura de abajo esquematiza las partes principales de una rectificadora tangencial.
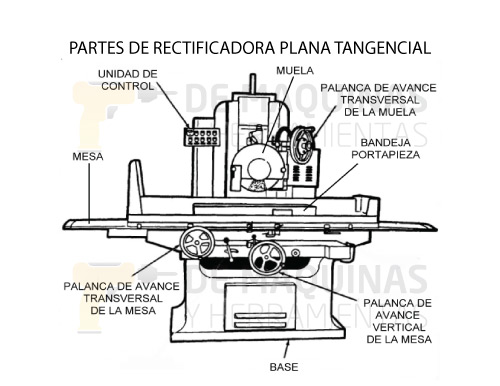
Partes-rectificadora-plana-tangencial
Las piezas mecanizadas con este tipo de rectificadoras son, por ejemplo, cojinetes, matrices, guías, placas, aros o segmentos de pistón, moldes, pines y perfiles para utillajes. Las dimensiones de las piezas pueden variar entre 40 cm y 6 metros de largo, y entre 70-80 cm y 1 metro de largo, lo que da una idea de las dimensiones y solidez de las máquinas.
2) Rectificadoras cilíndricas
La rectificadora cilíndrica puede funcionar de una variedad de formas, sin embargo, la pieza debe tener un eje central de rotación. Esto incluye pero no se limita a las formas tales como un cilindro, un cono, una elipse, una leva o un cigüeñal. También se distinguen varios subtipos:a) Rectificadoras cilíndricas externas: el rectificado se realiza en la superficie externa de una pieza entre centros, los cuales permiten la rotación de la misma. A su vez, la muela también gira en la misma dirección cuando entra en contacto con la pieza, tal como muestra la siguiente figura.
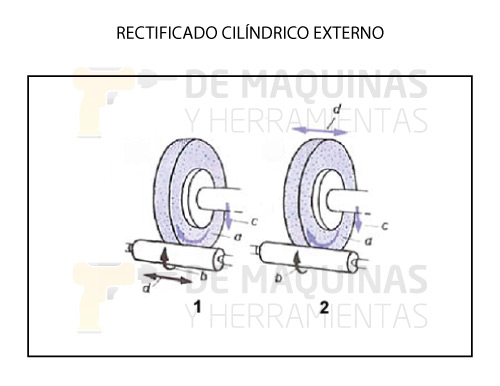
Rectificado-cilíndrico-externo
Donde: a) representa el movimiento de rotación de la muela; b) representa el movimiento de rotación la pieza; c) representa el avance en profundidad que determina el espesor de la viruta y d) representa el avance lateral, ya sea de la pieza (esquema 1) o de la muela (esquema 2).
b) Rectificadoras cilíndricas internas: el rectificado se realiza en el interior de una pieza. La muela abrasiva es siempre menor que el ancho de la pieza. Un anillo metálico sostiene a la pieza, imprimiéndole el movimiento, como indica la siguiente figura.
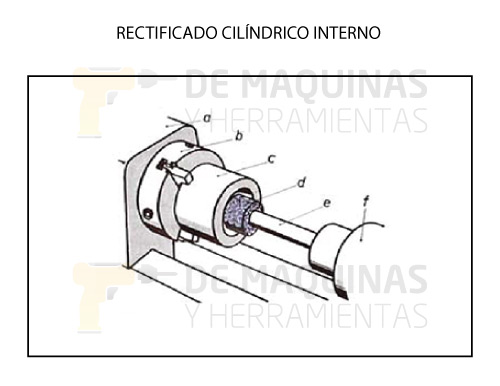
Rectificado-cilíndrico-interno
Donde: a) cabezal del husillo portapieza; b) anillo metálico de sujeción; c) pieza; d) muela; e) husillo portamuela; y f) cabezal del husillo portamuela.
c) Rectificadoras sin centros: este tipo de máquinas rectifican piezas cilíndricas de dimensiones pequeñas, como casquillos, bulones o pasadores. El mecanismo consta de dos muelas que giran en el mismo sentido, entre medio de las cuales se coloca la pieza, sin sujeción (por eso el mecanismo se denomina “sin centros”) que gira en sentido opuesto al de las muelas, impulsada por el movimiento de la muela de arrastre, que está inclinada un cierto ángulo de entre 1 y 5 grados, dependiendo de la dureza del material a rectificar y del diámetro de la pieza. La figura de abajo muestra un esquema del proceso.
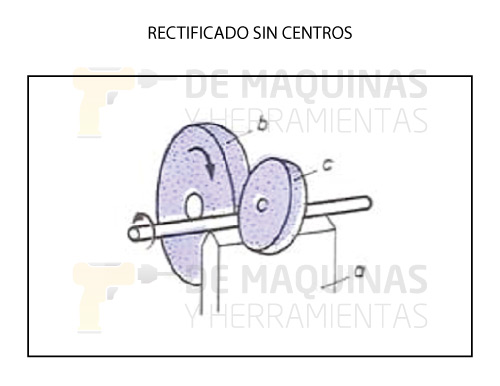
Rectificado-sin-centros
Donde: a) guía; b) muela; c) muela de arrastre y se observa la pieza cilíndrica entre ambas muelas.
3) Rectificadoras universales
Se trata de las máquinas que ofrecen mayor capacidad de trabajo, ya que mecanizan cuerpos de revolución. Con estas máquinas de gran robustez y envergadura se logra el rectificado tanto de exteriores como interiores de árboles de levas, cigüeñales, interiores de cilindros, conos, camisas y muchas otras piezas.El carro longitudinal de la máquina proporciona el movimiento de traslación a las piezas en rotación a través de su avance y retorno automático provisto por un mecanismo hidráulico, mientras las muelas reciben el movimiento de rotación, opuesto al de la pieza. La dureza o las características de las piezas definen la velocidad de rotación del eje por medio de reguladores de velocidad. La figura de abajo esquematiza las partes principales de una rectificadora universal.
Rectificado de Piezas
La rectificadora es una máquina herramienta, utilizada para realizar mecanizados por abrasión, con mayor precisión dimensional y menoresrugosidades que en el mecanizado por arranque de viruta.
Las piezas que se rectifican son principalmente de acero endurecido mediante tratamiento térmico. Para el rectificado se utilizan discos abrasivos robustos, llamados muelas. El rectificado se aplica luego que la pieza ha sido sometida a otras máquinas herramientas que han quitado las impurezas mayores, dejando solamente un pequeño excedente de material para ser eliminado por la rectificadora con precisión. A veces a una operación de rectificado le siguen otras de pulido y lapeado, como por ejemplo en la fabricación de cristales para lentes.
Suscribirse a:
Comentarios (Atom)